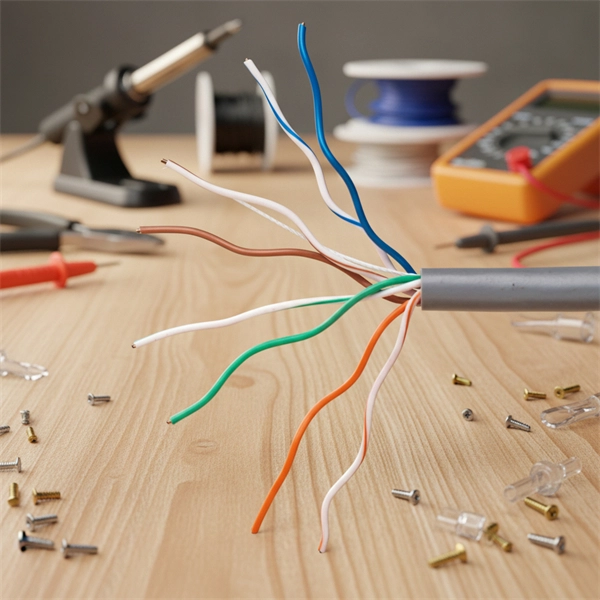
Construction process of direct-buried optical fiber cable
This guide walks through each stage of underground fiber installation—from route planning and conduit selection to splicing, termination, and testing—to help ensure long-term network performance and reliability. Split cable guides and split 40-in sheave wheels are avail ble to facilitate entry and exit from manholes. Lip rollers and quadrant blocks must not be used because the rollers themselves d not meet the minimum bend radiu req go under obstacles like. 01 This best practices procedure provides general information for the installation of fiber optic cables in direct buried applications. It forms a critical backbone for modern communication networks across both urban and rural environments.
Read More